
Blog
Definere automasjonsstrukturen
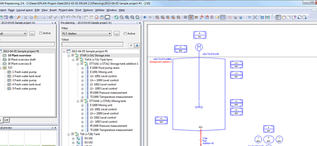
Innsamle, evaluere, administrere spesifikasjonsdata
Eplan Preplanning fokuserer på grunnleggende ingeniørarbeid - den kommende planleggingsfasen før klassisk detaljert ingeniørarbeid. Prosjektdata kan overføres inn i Eplan-plattformen tidlig i prosessen uten uregelmessigheter. Her kan data forbedres videre, administreres og behandles.

 har overlatt roret til Dag Thorstensen.")

, Rune Jørgensen, Rolf Anders Rolfsøn, Amund Stenersen og Kai E. Østling er nye hos KROHNE.")




